 |
新闻动态more>>
汽车发动机缸盖加工刀具推荐
缸盖是发动机的关键基础件之一,其上表面是罩盖安装面,下表面与缸体上表面配合,两侧面分别是进排气管接合面,前面是前罩盖,后面是变速器,六个表面都是配合表面,要求尺寸准确,相互垂直,既要有好的平面度,更要有低的表面粗糙度。
切削技术的飞速发展是机械加工走向了高速、高效切削,而要实现缸盖的高效、高速加工,除了必须有科学、先进、合理的加工工艺和高性能的加工机床,还有选择专业的加工刀具。
缸盖面铣及凸台加工

硕朔精密刀具高速铣刀,刀体采用经特殊处理的高强度铝合金制作,质量轻,切削速度可达5000m/min;动平衡性能好,加工精度高。
多功能铣削加工

SS硕朔铝用整体硬质合金立铣刀,锋利的切削刃及大螺旋角设计,有效防止积屑瘤的产生;全刃口抗振设计,加工表面质量高。
轴承半圆孔加工

硕朔舍弃式精铣球头刀,切削性能优越,轮廓加工精度高,适用于半精铣及精铣加工。
阶梯孔加工

专用刀具,刀片刃口呈阶梯形,螺钉压紧,转位方便,一刀成型,效率高。
火花塞孔加工
钻削:火花塞孔专用钻头,钻孔和孔口倒角一次性完成,加工效率高;
攻丝:优化设计的全新丝锥,实现高精度的螺纹加工。
导管孔加工

方案一:
先钻孔后铰孔
钻削:铝合金加工用直槽钻,出色的自定心能力,可高效加工并获得较高的位置度、直线度及表面光洁度。
铰削:导管孔专用铰刀,双容屑槽设计,排屑顺畅,内冷结构,冷却充分,加工孔圆柱度、同轴度、精度高。
方案二:
使用专用的非标刀具,导管孔和座圈一次复合成型加工,可以获得高的位置度并节省节拍。
型腔加工

硕朔生产、定制的舍弃式机夹三面刃铣刀,螺钉压紧结构,定位精度高,加工表面质量好;双齿结构,加工效率高;SS硕朔还生产机夹倒角锪平面刀具、可转位铣削刀杆等
在使用硬质合金刀具加工发动机缸盖,也可设计成型复合刀具,减少了加工工序;通过提高切削速度、减少所需刀具数量,进一步提高了加工效率,降低了单件加工成本。
阀座及导管底孔加工,从毛坯到完成精加工通常需要4把刀具;首先用一支标准的硬质合金钻头,从图2的左侧,预钻导管底孔(通常为9~10mm)。硕朔定制的复合成型刀具解决方案,需要从图2右侧,先精加工导杆弹簧座孔,仅通过3道工序、采用3把刀具即可完成全部加工。
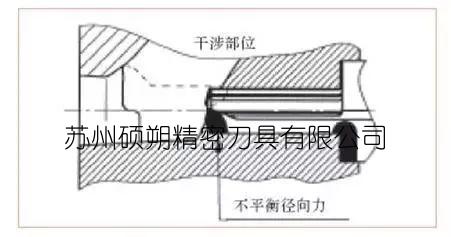
图2 阀座及导管底孔剖面示意图
工序一、导杆弹簧座孔精加工及气门导管底孔粗加工
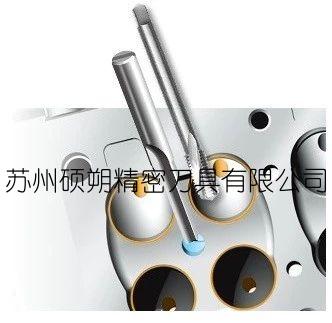
图3所示钻铣复合PCD刀具可一次完成导杆弹簧座孔精加工及气门导管底孔粗加工两道工序;此刀具的结构经过特殊设计,能够克服加工干涉孔部位时的不平衡径向力,还可确保刀具以相对较高的切削速度工作。

图3 钻铣复合PCD刀具
有效提高刀具耐性,提高加工效率的同时能有效节省生产加工成本。
工序二、导管底孔、阀座底孔粗加工及喉口弧面精加工
硬质合金刀具、可转位机夹式刀具及PCD成型复合阶梯铰刀都能有效加工导管底孔、阀座底孔粗加工及喉口弧面精加工。(见图4)。

图4 复合阶梯铰刀
复合阶梯铰刀能实现:导管底孔预铰:为精铰做准备同时需要带有钻削功能,以防上道工序没有把导管底孔打穿;
喉口弧面的加工:因有严重的干涉,所以对刀具刚性要求较高(见图5);
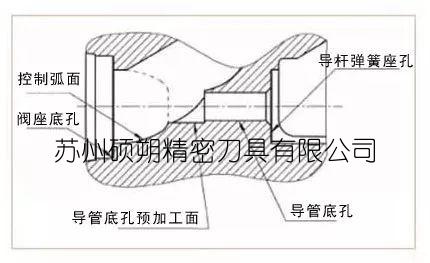
图5 加工干涉示意图
阀座底孔粗加工及倒角:在克服干涉部分加工时的不平衡力;硕朔精密刀具采用3个切削刃、多个导向条以及特殊的刀具结构,用以表面加工质量、快切削速度及加长刀具使用寿命。
工序三、气门导管底孔及阀座底孔精加工
这是最后一道精加工工序,硕朔为广大客户采用的两种方案都能严格的控制尺寸及精度要求。
方案一:气门导管孔铰刀及阀座底孔铰刀作为两个独立部件安装在一起,能把气门导管孔铰刀分别用于进排气门导管孔的加工。
方案二:当阀座底孔直径较小时,可以设计一把复合成型一体的刀具。
复合精铰刀(见图6)的切削参数通常为:转速 8000~11000r/min;进给 Fn为0.24~0.3mm/r。精加工后的气门导管底孔的圆度可以控制在1μm以内,并可获得极高的表面光洁度。刀具寿命根据机床情况,可以达到优良的加工效果。

图6 复合精铰刀

